 +8613505407298
+8613505407298 trihope@aliyun.com
trihope@aliyun.com





Ubos nga presyo Cnc Busbar Punch Cut Bend - Pataas nga padayon nga paghulma nga wala’y oxygen nga linya sa produksiyon sa tumbaga - Detalye sa Trihope:
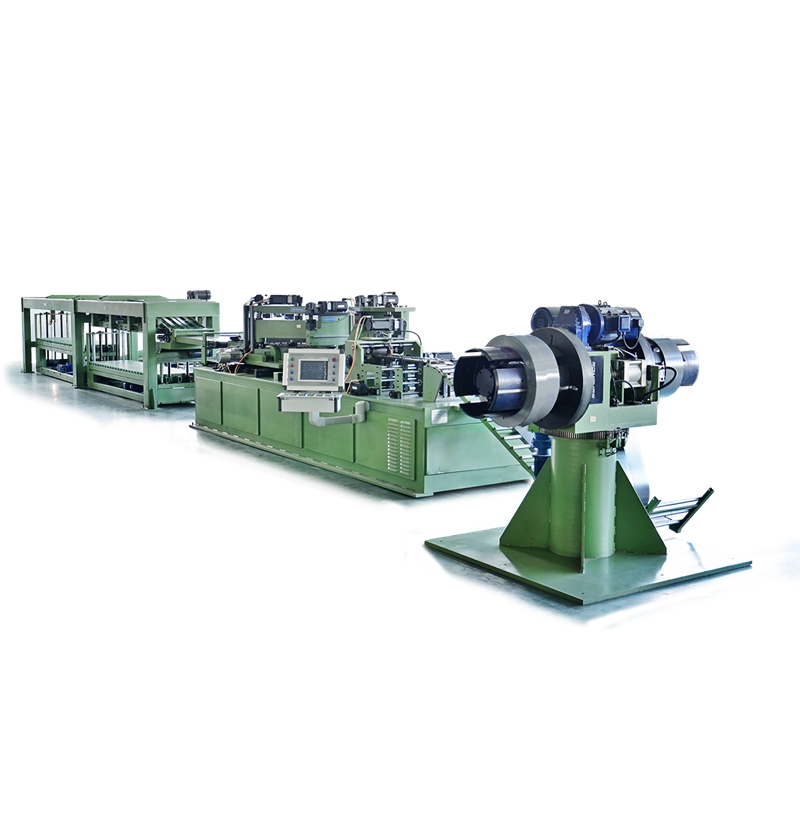
Daloy sa craftworksasapward padayon nga paghulma tumbaga sungkod produksyon linya:
Cathode copper → melting furnace → transition house → holding furnace → casting machine (crystal molding) → casting rod → take-up device → gibaligya o dugang nga paghimo
Ibutang ang cathode copper ngadto sa melting furnace sa QW2 compounded furnace diretso. Kini matunaw sa likido pinaagi sa frequency inductor. Ug ang likido nga tumbaga mobaha ngadto sa holding furnace awtomatik ug hapsay nga moagi sa transisyon nga balay, ug unya kini ma-deoxidized sa uling nga gitabonan. Ang likido nga tumbaga mahimong dali nga paghulma sa sungkod pinaagi sa crystallizer sa casting machine sa holding furnace. Dayon kini ihakot sa double-withdrawal roller sa casting machine. Sa diha nga ang casting rod gikuha gikan sa haul-off device, kini dad-on ngadto sa take-up device pinaagi sa idler pulley frame ug pagkuha-up limitado ekipo.
Teknikal nga parameterkaysapward padayon nga casting productionmakina:
| Tinuig nga output: | 5,000 ka tonelada |
| Hudno: | 3 nga mga lawak (2 nga natunaw; 1 nga nagkupot nga lawak) |
| Gidaghanon sa strand: | 10 |
| Diametro sa sungkod: | ф8~20mm |
| Nag-una nga tulin: | f8~φ20 mm: 0~2800mm/min; |
| pitch: | 2.5 ~ 6mm mapaigoigo |
| Tinuig nga oras sa pagtrabaho: | 7920h |
| Natapos nga gidak-on sa coil: | φ900×φ1550×1000(mm) |
| Boltahe: | 380V 50Hz |
| Ang naka-install nga gahum: | 480 KVA |
| Kapasidad sa pagtunaw: | 700kg/h |
| Maximum nga operating gahum | 240~260 KW |
| Elektrisidad: | ≤340kwh / T |
| Uling: | ≤15kg |
| Pagkuha ni Rod | f8~φ20mm auto coiling, pagtabok |
| Materyal nga feed: | Cathode panel feed pinaagi sa hoist |
| Rod clip sa casting machine: | Pneumatic |
| Servo motor kontrol: | Touch screen |
| Pagkontrol sa hurno: | Boltahe converter |
Mga litrato sa detalye sa produkto:


May Kalabutan nga Giya sa Produkto:
Ubos nga presyo Cnc Busbar Punch Cut Bend - Pataas nga padayon nga paghulma sa oxygen-free copper rod production line - Trihope , Ang produkto igahatag sa tibuok kalibutan, sama sa: , , ,
 Gikan sa- Gikan sa-
Gikan sa- Gikan sa- Mga kategoriya sa produkto
-
Makatarunganon nga presyo Multi Wire Paper Wrapping Mach...
-

Hot-selling Transformer Porcelain Bushing - Di...
-

Labing maayo nga kalidad nga Foil Winding Machine Para sa Transform...
-

OEM/ODM Manufacturer Core Molding Machine - Ir...
-
Wholesale Slitting Machine - transpormer awto...
-
Estilo sa Uropa alang sa Pagputol sa Gitas-on nga Linya - ...